电子邮箱:
联系电话:
50388015/20223919 —8003
50388015/20223919 —8001
传 真:
021-50582459
 86-021-50388015
86-021-50388015
| 利用三菱PLC实现对印刷机的精确控制 |
1 引言
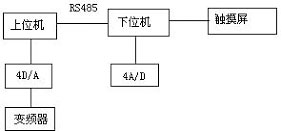
其中,上位机与下位机采用了RS485通讯,通讯方便,可靠。对多色机而言,安全因素很重要。在设计中,每个机组既要考虑到安全控制,其中包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。因此,一方面输入点增加很多;另一方面,走线也很不方便。采用双机通讯,可以很好地解决此问题,各机组的走线可以按照就近原则,进入离它较近的控制柜内,既节省了走线,也方便了控制。
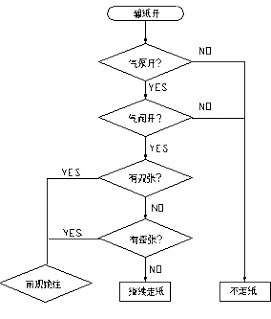
在实验中,我们发现,按照上述流程编制的程序,在低速没有问题,但速度增高至7000r/h后,就会出现歪张锁不住现象。究其原因,主要是因为光头反应时间和磁铁动作时间滞后造成。程序在执行过程中,采用循环扫描方式,为了让电磁铁输出提前,在设计中,我采用了中断和三菱编程指令的输入输出刷新指令,使电磁铁输出立即执行,提前了电磁铁动作时间,即使在12000r/h的速度下,也能很好的锁住有故障的纸张,解决了给纸的一大难题。
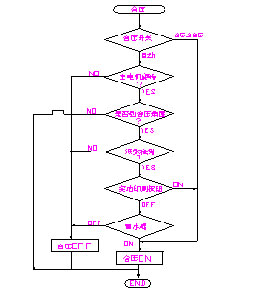
印刷时,版辊筒与胶皮辊筒先合压,胶皮辊筒与压印辊筒后合压。在我们的机器中,合压全部采用了气动装置,每个气缸都有一个动作时间。由于印刷速度是多段速,在3000~12000r/h之间,根据用户需要可选择不同的速度。但是,气缸动作时间是一定的,齿轮转过角度是一定的,因此,机器速度不同时,合压时间也不同。为了解决此问题,我们根据理论计算值,找出对于不同机器速度时,机器的延时时间。采用比较指令,当机器段速与理论值相等时,延时相应的时间,使压印辊筒与胶皮辊筒准确合压。经过多次试验,离压,合压都没有问题。
4. 结束语 |

沪公网安备 31011502002662号